
「静電塗装」とは?
静電塗装の原理
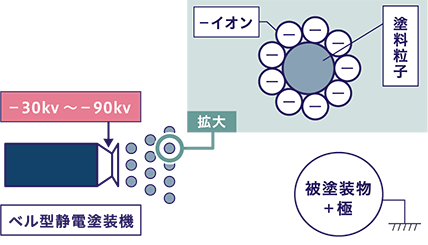
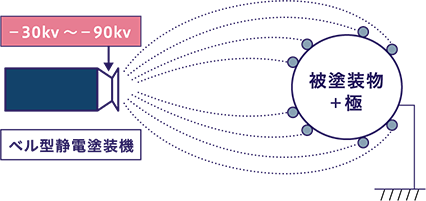
静電塗装の原理は、塗装機にマイナスの高電圧(-30kv~-90kv)を供給し、被塗装物をアース状態(プラス極)に保つことにより、静電塗装機(マイナス極)と被塗装物(プラス極)の両極間に静電界が形成されます。静電塗装機から霧化された塗料粒子はマイナス極に帯電し静電界に乗り、プラス極の被塗装物に塗着されます。静電界は被塗装物の側面や背面まで形成される為、塗料粒子は被塗装物の側面や背面まで塗着させることができます。
塗料粒子の帯電状況
塗料粒子が塗着する状況
静電塗装の特徴
①塗着効率が高い
静電気のクーロン力を利用して塗装しており、マイナス極に帯電した塗料粒子がプラス極の塗装物に引き寄せられる為、少ない塗料で塗装する事ができます。②自動化が容易
塗着効率が良い為、コンベア速度7~10m/分にも対応できます。その為、他の塗装方法と比較しても数倍~十数倍の能率を上げる事ができます。また、自動化(ロボット化)する事で人件費を抑えたラインづくりができます。③品質を均一化できる
静電気のクーロン力を利用している為、裏面や端面への付着性が優れている為、ムラがなく安定した塗膜にする事ができます。「静電塗装」の生産プロセス
三恵では6台のロボットを使用した自動化ラインで静電塗装を行い、高品質な製品を提供しています。ここではその生産プロセスについて説明します。
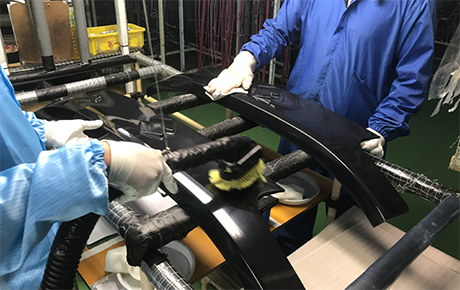





素材ふき取り工程
素材に細かなホコリやゴミが付着しているとブツ不良の原因となってしまいます。この工程で徹底的に素材表面や裏面のホコリを除去する事で良品率向上を図っています。ブツ不良は塗装不良の中で最も多い不良なので、ふき取りは非常に重要な工程となります。
素材投入工程
塗装計画に合わせてハンガーを用意し、ふき取りが完了した製品をハンガーに掛けていきます。製品の表面を触らない事やハンガーにぶつけてキズをつけない様に細心の注意が必要です。
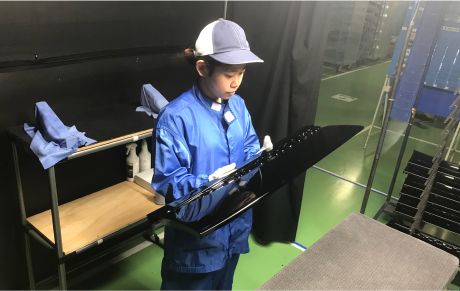
除塵・除電工程
除電ガンを使用して除塵だけでなく製品に帯電している静電気の除電を行います。製品が帯電していると空気中のホコリが付着してしまう恐れがある為です。塗装前の最後の工程なので、LEDランプを使用して念入りにチェックします。
塗装(吹き付け)工程
■ロボットによる塗装
6台のロボットで、導電性プライマー・ベース・クリアーの3層を塗装します。ロボットを使用する事で決められた時間内に決められた動作で塗装をする事が出来る為、高い生産性をあげる事ができます。■静電塗装
下塗りで導電性プライマーを塗装する事で製品に電荷を与える事が出来るようになります。プライマーを塗装した後、ベース・クリアーを静電塗装する事で塗料の付着率を向上させてムラなく均一な膜厚を確保できる様にしています。
乾燥工程
乾燥炉にて80℃・30分の乾燥を行います。熱を掛ける事で溶剤の揮発を促すと共に、塗料を反応させて塗膜を硬化させていきます。
検査工程
■1次検査
塗装完了品をハンガーから取り外すと共に外観検査を行います。約1分毎にハンガーが出てくる為、高い検査能力が必要です。
■2次検査
塗装の最終工程となります。製品のポイントを把握したベテラン検査員により見逃しが無いように厳しくチェックします。